- 返回顶部
- 0769-8739-9672
- 在线咨询
- 微信二维码
冲孔模具一般说来.与落料棋具没有根本的区别.在模具工艺要求上稍有不同。那具体冲孔模具在慢走丝加工的工艺是如何的,他是怎么做出来的,下面鑫品二手慢走丝厂家为您详细分析器工艺流程。
①凸模尺寸一般为冲件图纸尺寸或冲件实样尺寸.
②以冲件材料厚度的3%-10%作为双边模具配合间隙,决定凹模尺寸。
③固定板按凸模尺寸,间隙配合或过盈配合。
④卸料板按凹模尺寸加工。
通过以上的一些流程,即可在我们二手慢走丝上加工出合格的冲孔模具.
冲孔模加工工艺路线
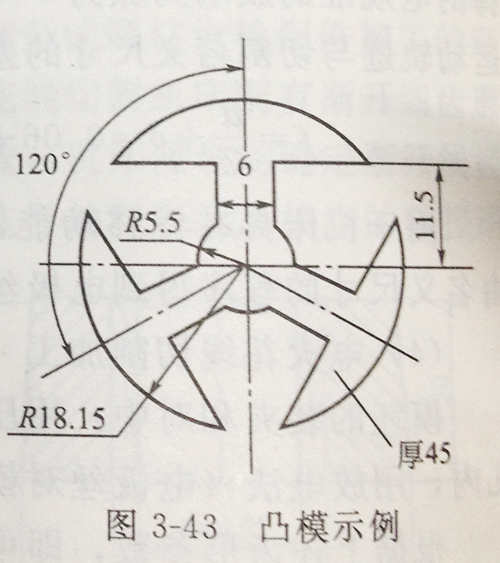
①凸模类型工件的工艺路线如图3-43所示为一凸模工件。其加工工艺路线安排为:下料--反复或异向锻造--退火--刨上下面--钳工钻穿丝孔~淬火与回火--磨上、下平面--线切割加工成形--钳工修整。对于一定批量或常规生产的小型模件可以在一块坯件上分别依次加工成形。
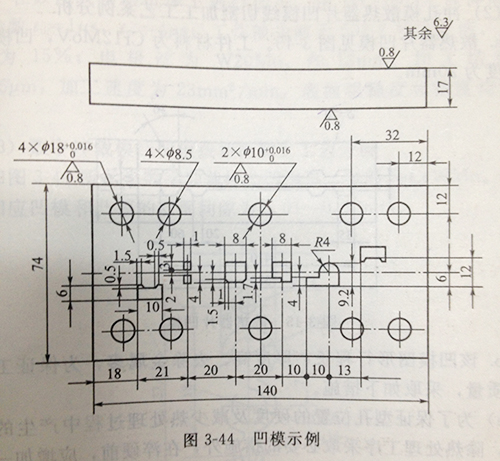
②凹模类型工件的工艺路线如图3-44所示为一凹模工件・其加工工艺路线为:下料--反复或异向锻造--退火一刨六面冲--磨上、下平面和基面--钳工划线钻穿丝孔--淬火与回火--磨上、下平和基面线切割加工成形~钳工修配.本例中.磨削基面的目的是为了慢走丝加工时的找正・基面一般选择工件侧面的一组直角边。另外,由于工件上有小槽加工,其穿丝孔直径不能太大,为了保证穿丝孔与定位面的垂直度以免影响电极丝与穿丝孔的正确定位,钻削穿丝孔前应对工件的定位和找正基面进行磨削.安排两次磨削也有利于保证上、下平面的平行度.
③加工顺序冲裁模一般主要由凸模、凹模、凸模固定板、卸料板、侧刃、侧导板等部件组成。
在线切割加工时,安排加工顺序的原则是先切割卸料板、凸模固定板等非主要件,然后再切割凸模、凹模等主要件.这样,在切割主要件之前,通过对非主要件的切割,可检验操作人员在编程过程中是否存在错误,同时也能检验机床和控制系统的工作情况,若发现有问题可得到及时纠正。在加工中也可用圆柱销将固定板、凹模、卸料板组合起来一次加工。这要求冲裁的材料厚度最好在0.5mm以下,如果冲裁的材料厚度大于0.5mm,凹模和卸料板可一起切割。