- 返回顶部
- 0769-8739-9672
- 在线咨询
- 微信二维码

随着塑料异型材被广泛使用在许多领域,人们对它的质量要求越来越高了·要保证异型材的质量,其模具的质量也是关键因素之一。现以一套60双压为例,说明我们鑫品的二手电脑锣CNC加工中心是怎样用将异型材挤出模定型模单加工转化为整体加工。
原加工工艺
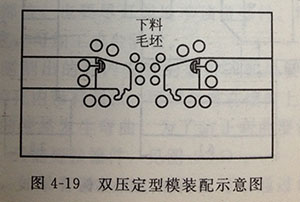
如图4-19所示为一套60双压定型模装配示意图。最初的加工工艺就是采用单件模板加工,下一整块料,然后从这整块料上分别割下各个模板,然后将加工好的模板再组装起来.这样加工的缺点就是各模板加工的累积误差较大,总装配时很难保证两型腔尺寸一致,另外由于下料毛坯体积较大,内部组织不均匀导致模具不耐磨,使用寿命短。
为了要保证定型模型腔的尺寸精度,我们必须尽量避免累积误差.计定型模在一次装夹下就能完成型腔的加工,这就需要改变型腔的加工工艺,对型腔进行整体线切割。
鑫品二手机床工艺
鑫品二手机床加工的几个步骤如下
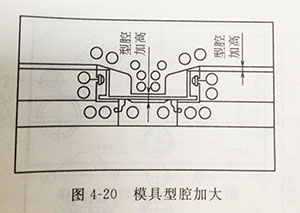
1.根据设计图纸进行割前装配图纸的工艺设计,将各个模板进行加工前的简单处理,并将模具形腔向上加大如图所示
2.根据割前装配图,拆分各个模板,对各模板编制工艺,并下发生产。
3.将加工好的各模板进行割前装配,装配图纸如图
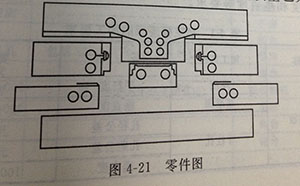
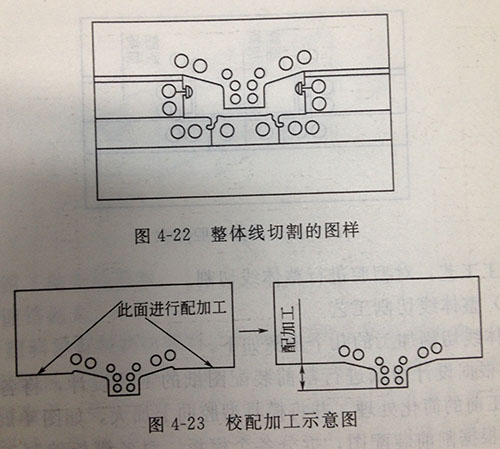
4.进行整体线切割加工,二手机床加工后图纸如4-21所示
5.进行型腔最终尺寸的校配加工,只需对上模板进行配加工,如图所示·最后,型腔整体研磨抛光.
型腔整体组合加工使得型腔加工误差提前消除,下料也是单件进行下料,使得模具毛坯不至于过大影响材料内部组织的不均匀从而更好地保证了模具加工的最终精度,模具的质量也大为提高。